Съдържанието на статията
- Същността на газозащитеното заваряване
- Инвертор, мощност, вид на тока
- Тел за пълнене
- Подготовка за работа
- Полуавтоматична техника на заваряване
- Допълнителни препоръки
Какъв начинаещ заварчик не мечтае да работи с полуавтоматична MIG / MAG фенерче? Но такова оборудване надхвърля любителската цена и става страшно, че в резултат на това инверторът ще събира прах безцелно. С бързаме да ви успокоим: технологията на заваряване с полуавтоматична машина е доста проста.
Същността на газозащитеното заваряване
Поддържането на температурния режим се счита за първичен проблем при заваряване на метали. Ако загряването е недостатъчно, тогава няма да има висококачествено топене на краищата на частите, които трябва да бъдат съединени, и смесването им помежду си и материала за пълнене. Ако температурата се повиши, металът започва да кипи и се изпарява, се активират химични реакции с атмосферни газове. Ситуацията се усложнява от факта, че някои метали и сплави започват бурно да реагират химически дори при температури, недостатъчни за образуването на висококачествена заварка.
Този проблем се решава по различни начини при различни видове заваряване. Полуавтоматичното заваряване, което разглеждаме днес, наричано още MIG / MAG, има две технологични разлики от другите методи. Първият е подаването на екраниращ газ директно в зоната на топене, а вторият е регулирането на скоростта на подаване на пълнежния материал със съответното автоматично регулиране на заваръчния ток. Жицата се подава механично чрез механизма на разширяване, докато правилното съотношение на скоростта и температурата на топене осигурява равномерно запълване на шева и висока производителност на заваряване.
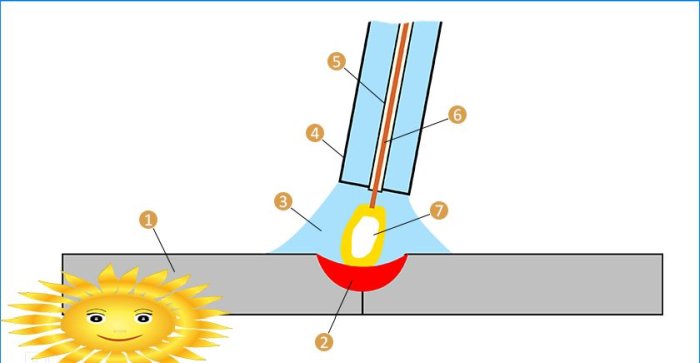 Схема на полуавтоматично заваряване MIG / MAG: 1 – заварен материал; 2 – заваръчна вана; 3 – защитна атмосфера; 4 – дюза за газ; 5 – връх за контакт; 6 – заваръчна тел; 7 – дъга
Схема на полуавтоматично заваряване MIG / MAG: 1 – заварен материал; 2 – заваръчна вана; 3 – защитна атмосфера; 4 – дюза за газ; 5 – връх за контакт; 6 – заваръчна тел; 7 – дъга
Активните газове като кислород, азот и водород или инертни газове като аргон или хелий могат да бъдат използвани като защитна среда. На практика повечето заварчици използват смес от аргон и въглероден диоксид 4: 1, което е достатъчно за най-често срещаните задачи. Необходимо е да се варира сместа при заваряване на специфични материали като месинг, дуралумин или високолегирани инструментални стомани.

Въпреки високата цена на консумативите (газ и тел), полуавтоматичното заваряване е най-подходящо за начинаещи по две причини. Първата е простотата на направата на заварка, просто трябва да се обърнете към референтната документация, за да зададете подходящите параметри на инвертора за конкретен тип връзка. Вторият плюс е ергономията: пълен визуален контрол върху състоянието на шева, няма ограничения в пространственото положение и най-важното – способността да се заваряват дори много тънки части. От минусите човек може да назове само закрепване към работното място, въпреки че при използване на газови бутилки с малък капацитет може да се увеличи значително мобилността.
Инвертор, мощност, вид на тока
За полуавтоматично заваряване се използват инверторни и трансформаторни преобразуватели на електрически ток с вграден захранващ проводник. Поради повишената техническа сложност, дори най-простите машини от тази категория са сравними по цена с полупрофесионални ММА машини за заваряване с покрити електроди..
Изборът между трансформатор и инверторен заваръчен апарат зависи преди всичко от условията на употреба. Трансформаторните устройства имат висока надеждност и устойчивост на натоварвания поради простотата на устройството. В същото време има впечатляващ списък от недостатъци: ниска ефективност, чувствителност към захранващо напрежение, смущения в захранващата мрежа, ниска степен на стабилизиране на заваръчния ток.
 Трансформаторно полуавтоматично устройство
Трансформаторно полуавтоматично устройство
Работата на инверторите се основава на многоетапно електронно преобразуване, основните елементи на което са малък размер импулсен трансформатор и силови превключватели, които генерират естеството на тока, необходим за всяка стъпка. Поради това инверторните устройства са по-малко чувствителни към качеството на захранващото напрежение, тяхната ефективност е по-висока поради липсата на загуби на енергия за насищане на масивното магнитно ядро. Към плюсовете можете да добавите леко тегло и размери, способност за фина настройка и висока степен на стабилизиране на заваръчния ток. Основните недостатъци са чувствителността към работни условия: навлизането на прах и влага вътре е категорично неприемливо, докато температурните колебания от 20-30 ° C водят до промяна в характеристиките на компонентите на веригата, поради което се наблюдават значителни отклонения в работните параметри..
 Инверторно полуавтоматично устройство
Инверторно полуавтоматично устройство
Независимо от това, инверторните машини се препоръчват за употреба от начинаещи, които овладяват основите на полуавтоматичното заваряване. Що се отнася до цената, има фундаментална разлика в устройствата в ценовия диапазон от 15-25 хиляди рубли. невидим. Мощността трябва да бъде избрана въз основа на очакваната дебелина на детайлите, които ще бъдат заварени: до 160 A изходен ток с дебелина до 4 mm и около 200 A с дебелина 6–7 mm ще бъдат достатъчни. Също така е важно да имате допълнителни функции, като захранване на заваръчна тел без да я захранвате, промяна на полярността, избор на режим на високоскоростно подаване на тел и показване на параметри. И, разбира се, не забравяйте за доверието на марката..
Тел за пълнене
Съществуват два вида пълнителни проводници: конвенционални, изискващи екранираща атмосфера за заваряване, и сърдечни, съдържащи флюс. В последния случай заваряването може да се извърши без подаване на газ, но този метод може да се препоръча само за увеличаване на мобилността в случай на некритични връзки. Като цяло повечето от предимствата на полуавтоматичното заваряване се проявяват именно при работа със защитно захранване с газ..

Заваръчната тел се различава според три основни критерия: клас на сплав, диаметър и тегло и размери на намотката. В последните две отношения изборът изцяло зависи от възможностите на инвертора и размера на проводящия накрайник на факела. С избора на марка заваръчна тел е все по-трудно, тук трябва да се обърнете към референтната документация. Общото правило е, че по състав, тоест по отношение на съдържанието на въглерод и легиращи компоненти, пълнежният материал трябва да бъде възможно най-близък до материала на продукта, който се заварява. В този случай якостните характеристики на жицата трябва леко да надвишават материала на частта.
Диаметърът на жицата също трябва да бъде избран въз основа на дебелината на метала, който ще бъде заварен. Тел с дебелина 0,8 мм е подходящ както за работа с тънкостенни продукти с минимална скорост на подаване, така и за едностранно заваряване на части с дебелина до 3 мм. Диаметър на проводника от 1 мм е подходящ за еднопроходно заваряване на дебели до 7–8 мм дебелина, но това увеличава заваръчния ток до 200 А. За по-масивни метални изделия можете да използвате тел до 1,6 мм, способен да заварява части до 14-16 mm в в зависимост от вида на връзката обаче, висококачественото нагряване на шева е възможно само при токове 300-350 A.

Заваръчната тел, свързана с мед ER70S-3 и SV08G2S, се счита за най-разпространената при любителското заваряване. Основната разлика между тях е в съдържанието на силиций и разкисляващи елементи. Втората от тези марки изисква по-малко внимание към подготовката на части: почистване, отстраняване на ръжда и замърсяване с масло. Ако обаче се изисква висококачествена връзка на критични части, е по-добре да изберете тел с по-ниско съдържание на добавки, който образува шев с висока равномерност, повърхността на която е най-подходяща за нанасяне на боя и лакови покрития..
Подготовка за работа
Преди да продължите с първите тестове, трябва да подготвите оборудването и частите. Преди да включите устройството в мрежата, факелът и масовият кабел са инсталирани. На защитния газов цилиндър трябва да бъде монтиран редуктор и да се уверите, че налягането в бутилката е по-високо от остатъчното налягане. След това се поставя маркуч и се захваща със скоба върху изходящия монтаж на цилиндъра, противоположният край на който е свързан към устройството. Чрез отваряне на контролния клапан задайте стойността, препоръчана от производителя на заваръчната машина на редуктора на дебита.

Преди да издърпате жицата, уверете се, че в отвора на проводника на горелката няма материал за пълнене от предишната употреба. Макарата е монтирана на отвиващия прът, така че позиционирането на щифтовете и отворите за отвори да съвпада. Проводникът се прекарва през валяк, като размерът на жлеба, в който съответства на диаметъра на пълнителя. След това валякът за налягане е инсталиран на място, след което с помощта на регулиращия винт се настройва такова налягане, така че жицата да не се подхлъзва в жлеба. Проводникът трябва да бъде изтеглен в канала на факела с отстранен проводящ връх. След това върху горелката трябва да се завие накрайник с подходящ диаметър и дюзата трябва да бъде сменена. След включване в мрежата устройството е готово за употреба.
Остава само да подготвим детайлите. Полуавтоматичното заваряване е изключително чувствително към качеството на повърхността. Частите, които трябва да бъдат заварени, трябва да бъдат нанесени с метален блясък по цялата ширина на ръба, върху който ще бъде положен шевът. Възниква въпросът: защо тогава ни е необходима жица с разкислителни добавки? Факт е, че такава жица е много удобна за работа с валцувани метални изделия от първична употреба, които дълго време са в консервационно съхранение. В този случай, остатъчната подвижна грес и малките включвания на ръждата не влияят значително върху качеството на шева. Накланянето и скосяването не се изисква при заваряване на дебели до 2–2,5 мм. По-дебелите метални части трябва да бъдат подготвени в съответствие с GOST 5264-80 или 8713-79.
Полуавтоматична техника на заваряване
По време на работа факелът трябва да се държи така, че жицата да е ориентирана към равнината на частите, които трябва да бъдат заварени под ъгъл 45–60 °. Движението на факела се осъществява главно от себе си, тоест с телта напред, ръководена от позицията на ръбовете, които ще бъдат заварени. В някои ситуации е позволено да дърпате горелката към вас, например, когато полагате шев от сляп ъгъл. Оптималното разстояние от ръба на дюзата до частта трябва да бъде от 10 до 20 мм, в зависимост от режима на заваряване.

Техниката на заваряване е изключително проста, но изисква предварителна настройка на машината върху резници от същия материал с еднаква дебелина. Телта се доближава до заваръчния шев, след което трябва да натиснете спусъка върху дръжката на факела. След запалването на дъгата факелът се движи плавно напред, докато се появяват малки напречни вибрации, общата ширина на които съответства на дебелината на детайлите, които трябва да бъдат заварени. След завършване на шева е необходимо да преместите горелката в обратна посока с 2-3 мм, изчакайте половин секунда, за да напълните кратера и да освободите спусъка.
Настройката на устройството по време на тестово заваряване се извършва чрез промяна на напрежението на заваряване и скоростта на подаване на тел в движение. В последния случай заваръчният ток също се увеличава пропорционално на скоростта на подаване, това е основната характерна разлика на полуавтоматичното заваряване. Скоростта на подаване трябва да бъде такава, че заварчикът да има пълен контрол върху топенето на металите и запълването на заваръчния басейн. Ако подаването на проводник е твърде бавно, дъгата ще бъде прекъсната непрекъснато и ще се чуе отчетлив ритмичен пукащ звук. Ако скоростта на подаване е твърде висока, обезцветяването около краищата на шева ще бъде много контрастно, което показва, че металът е прегрял..

Много съвременни машини имат настройка на индуктивност на заваръчния ток. Същността на настройката е да се придаде допълнителна енергия на електроните, което осигурява по-дълбоко нагряване на заваряването. За да заварявате тънки части в долната позиция, индуктивността трябва да е нула, нейното увеличение е необходимо само в онези места, където е необходимо дълбоко проникване и няма начин да запазите факела на едно място за дълго време. Пример е вертикален шев отдолу нагоре, както и общи случаи на заваряване на детайли с дебелина от 4 mm или повече. Като цяло влиянието на индуктивния компонент на заваръчния ток върху удобството на заваряване е трудно да се опише; по-добре е независимо да се тества заваряване в различни режими.
Допълнителни препоръки
Въпреки че полуавтоматичното заваряване не изисква специални приспособления и оборудване за работа в различни пространствени позиции, всяко от тях изисква различни настройки на напрежението и скоростта на подаване на проводниците. Така че при вертикални и надземни шевове стойностите и на двата параметъра трябва да са по-ниски, отколкото при заваряване в долната позиция. В инструкциите за употреба на полуавтоматичната машина за заваряване производителите посочват таблица с референтни параметри, която е подходяща за повечето ситуации. Незначителни корекции могат да бъдат направени в зависимост от степента на стоманата и тел за пълнене. Като цяло, колкото по-високо е напрежението, толкова по-широка е зоната и по-висока е скоростта на нагряване на метала, и колкото по-висока е скоростта на подаване на проводника, толкова по-малко дълбоко се извършва проникването и по-широк формат се образува по горната част на шева.

Също така не трябва да забравяме, че заваряването на много тънки и много дебели части има значителни разлики в техниката на изпълнение. Заваряването на метал с дебелина по-малка от 1 мм се извършва главно точково с интервал от 4-7 мм, този метод помага да се избегне усукване на части от прегряване. Частите с дебелина до 4 мм включително са заварени с непрекъснат еднопроходен шев, като предварително се позиционират с междина, равна на около половината от дебелината на метала. Освен това, колкото по-масивни са частите, толкова по-изразено е свиването на температурата на шева. За да се компенсира това явление, пролуката се разширява към края на шева с 1-1,5 мм.

Детайли с дебелина над 4 мм изискват скосяване. В този случай шевът се запълва с многопроходен метод. За да увеличите плътността на пълнене с един проход, е необходимо да изберете правилната скорост на подаване на тел и при заваряване да извършите колебателни движения, посоката на които съответства на вида на връзката. Например при заваряване с плоско дупе факелът вибрира в напречна посока, а в ъглови връзки – в надлъжна или кръгова посока. Много често само коренът на шева се запълва с полуавтоматично заваряване, след което свързаните части се покриват с козметичен проход с помощта на покрити електроди.
Какви са опциите за полуавтоматично заваряване за начинаещи и откъде мога да намеря подходящо обучение и съвети относно техниките и инструментите за използване?
Здравейте! Каква би била най-добрата и най-ефективна система за полуавтоматично заваряване за начинаещи? Имам интерес да науча повече и да разбера кои са основните характеристики и предимства на такава система. Благодаря предварително за отговора!